|
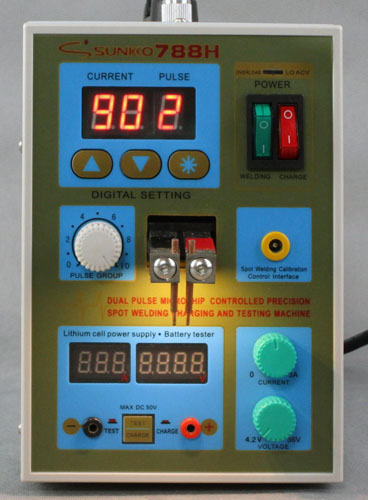
パルスバッテリスポット溶接機 S788H |
末尾の注意事項をお読み下さい。
本ページは金銭授受を伴う行為を含むAuctionや商用Web Pageからの無断リンク・無断参照を禁じます。
無断リンク・無断参照が判明した時点で然るべき処置をとらさせて頂きます。
|
データ番号 |
1940 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
区 分 |
ユニット |
||||||||||||||||||||||||||||||||||||||||||||||||
|
分 類 |
工具 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
品 名 |
パルスバッテリスポット溶接機 S788H |
||||||||||||||||||||||||||||||||||||||||||||||||
|
発売元 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
価 格 |
20,900円(割引1,100円込み、10%税込み ) |
||||||||||||||||||||||||||||||||||||||||||||||||
|
主要部品 |
- |
||||||||||||||||||||||||||||||||||||||||||||||||
|
電 源 |
110Vac ±10% 50~60Hz (取扱説明書による) |
||||||||||||||||||||||||||||||||||||||||||||||||
|
概略仕様 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
付属基板 |
- |
||||||||||||||||||||||||||||||||||||||||||||||||
|
付属ケース |
- |
||||||||||||||||||||||||||||||||||||||||||||||||
|
外形寸法 |
本体外形 : D245mm
W140mm H 204mm |
||||||||||||||||||||||||||||||||||||||||||||||||
|
追加購入 部品 |
- |
||||||||||||||||||||||||||||||||||||||||||||||||
|
コメント |
60Hzでの動作確認のみです。 50Hzでの動作確認は実施していません。 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
改 造 |
- |
||||||||||||||||||||||||||||||||||||||||||||||||
|
その他 (製作例) |
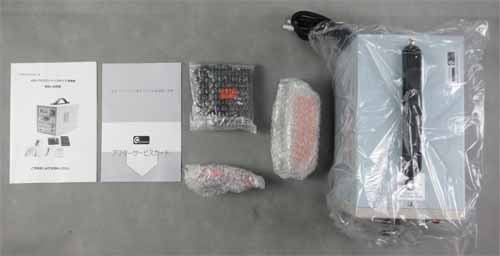
「110V 60Hz]・[S788H」にマーキングがありました。 【 梱包ダンボ^る外観 】
【 構成品外観1 】
【 構成品外観2 】
【 取扱い説明書 】
【 アフターサービスカード 】
【 本体外観1 】
【 本体外観2 】
【 本体外観3 】
【 本体外観4 】
【 本体外観5 】
【 本体外観6 】
【 本体外観7 】
2極コンセントに差し込むことができませんので変換プラグが別途必要になります。 【 本体外観8(入力電源用プラグ) 】
【 フットスイッチ梱包外観 】
【 フットスイッチ外観1 】
【 フットスイッチ外観2 】
【 フットスイッチ外観3 】
【 フットスイッチ外観4 】
【 アクセサリA 梱包外観 】
【 アクセサリA パッケージ外観 】
【 アクセサリA 構成品 】
【 アクセサリA 充電用電源・電圧計テスタ用電線外観1 】
みの虫クリップへの電線はハンダ付けされていました。 【 アクセサリA 充電用電源・電圧計テスタ用電線外観2 】
バナナプラグの電線はカバー取付けネジで素線を押さえ付けて接続していました。 【 アクセサリA 充電用電源・電圧計テスタ用電線外観1 】
【 アクセサリA 溶接針外観1 】
【 アクセサリA 六角レンチ 】
250V 30Aの刻印があります。 【 アクセサリA ヒューズ 】
【 アクセサリB 梱包外観 】
【 アクセサリB 構成品 】
【 アクセサリB 電池ホルダー 】
【 アクセサリB 金属板Aパッケージ 】
【 アクセサリB 金属板Bパッケージ 】
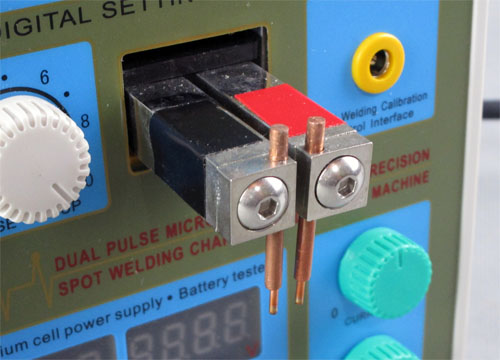
動作確認 (溶接部) 溶接針を取り付けてスポット溶接を試みました。
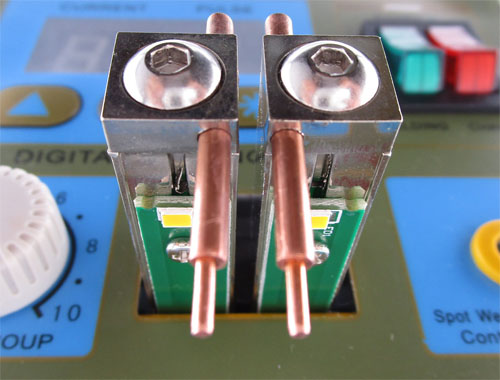
【 溶接針取付け 】
【 溶接針本体取付け 外観1 】
【 溶接針本体取付け 外観2 】
【 溶接針本体取付け 外観3 】
溶接分の照明が明かる過ぎます。 【 通電時外観 】
【 スポット溶接時外観1 】
【 溶接棒接触部拡大 】
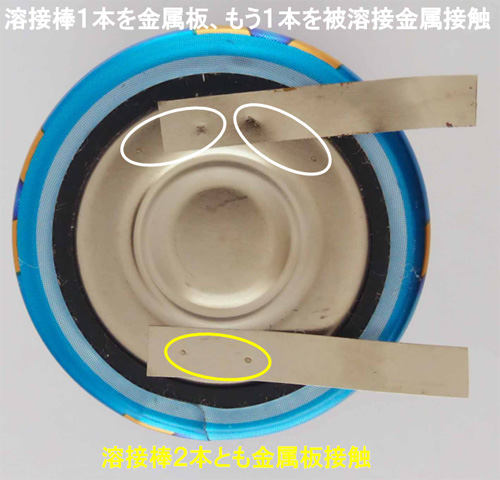
いざスポット溶接を試みようとしましたが、溶接針の接触方法を理解できませんでした。 商品説明動画では溶接針を2本とも溶接する金属板の上に接触させていました。 この場合、スポット溶接時の電流経路が(a)溶接する金属板内部の経路と(b)スポット溶接を介した被溶接金属(下記画像では電池のマイナス側金属)の経路の2経路となります。 溶接に寄与するのは経路(b)のみで、経路(a)に流れる電流は溶接に寄与していないと思います。 つまりスポット溶接時の溶接機出力の効率が半分になるのではないでしょうか?
【 溶接棒2本とも金属板接触時(接触例) 】
他の方法として、溶接棒の1本は溶接する金属板、もう1本は被溶接金属(下記画像では電池のマイナス側金属)に接触する方法もあると思います。
【 溶接棒1本を金属板、もう1本を被溶接金属接触時(接触例) 】
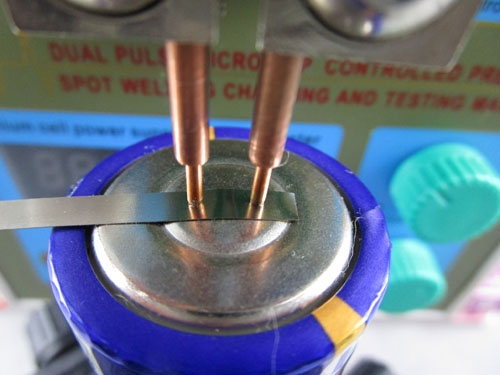
別の電池でスポット溶接をした画像です。 【 スポット溶接例 】
どちらの方法が適切なのかわかりません。 とりあえずその場に応じて適当に溶接する事にしました。 お遊びだからできることです。 実際にスポット溶接をする場合、CURRENT・PULSE・PULSE GROUPの3ヶ所の調整・設定をします。 取扱い説明書を読んでも理解できませんでした。 多分位相制御をしているであろうと推測してACラインの位相制御時のターンオン時電圧波形を観測することにしました。 その際、ACラインの電流波形も観測するために電流測定用抵抗1Ωを挿入しています。 位相制御時のターンオン時の突入電流によりACラインの電圧が大きく低下して、実際のスポット溶接時の電圧・電流波形とは異なる結果となります。 今回は制御方法の確認ということで位相制御方法の確認を優先しましたので、 電圧低下にはこだわらないようにしました。 その結果を下記に掲載します。
【 CURRENT調整時 】
【 PULSE調整時 】
【 PULSE GROUP調整時 】
動作確認 (充電装置部) 充電装置部の動作確認を下記に掲載します。 充電用電源の出力電圧、出力電流の確認、電圧確認用の電圧計の確認を下記に掲載しています。 充電用ということでリップルなどの計測は未実施です。
M-3870の電圧測定表示は4.26Vでした。 【 電圧出力時(4.21V設定無負荷時) 】
M-3870の電圧測定表示は35.98Vでした。 【 電圧出力時(最大出力電圧36.85V設定時) 】
M-3870の電流測定表示は2.006Aでした。 【 電流出力時(出力電流2.15A設定時) 】
【 電圧測定時(外部電源電圧4.20V時) 】
【 電圧測定時(外部電源電圧32.00V時) 】
|
データ作成者 CBA
注意事項
本表の記載内容はデータ作成者の現状を表しているものであり、キット本来の機能・性能を表しているものではありません。
データ作成者の製作ミスなどにより、本来の機能・性能を出していないこともあります。
本表記載内容は、キット・部品購入時点における情報です。製造中止になったものや変更となっているものもあります。
追加購入部品欄にはケース・配線材料など共通的な部品については記載していません。
改造は各自の責任で行って下さい。
End of This Page.